Mesaj göndermekten çekinmeyin
I. Giriş: "İmkansız" Görevi Çözmek "Yuvarlak bir deliğe kare bir dübel takmak" deyimi evrensel bir simgedir...
DEVAMINI OKUDelme ucu, malzemeyi çıkarmak ve iş parçasında silindirik delikler oluşturmak için matkapla birlikte kullanılan bir kesici alettir. İşleme, inşaat ve imalattaki en temel araçlardan biridir. Matkap uçları, eksenel kuvvet uygularken yüksek hızda dönecek şekilde tasarlanmıştır ve kesici kenarların her dönüşte malzemeyi kademeli olarak kesmesine veya aşındırmasına olanak tanır.
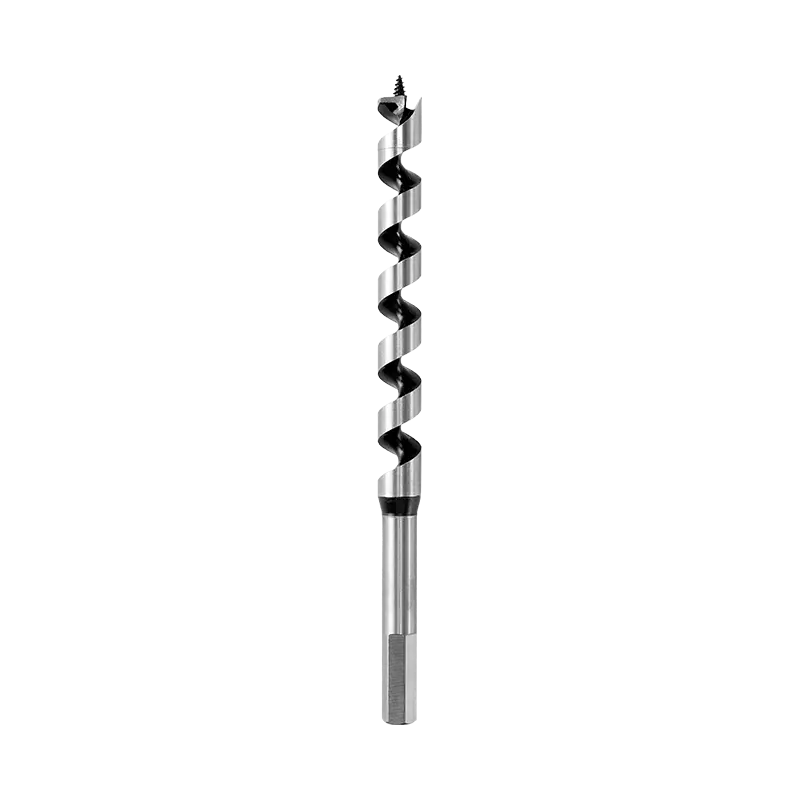
Bir matkap ucunun temel anatomisi şunları içerir: nokta (kesmeyi başlatan uç), flüt (talaşları tahliye eden ve soğutma sıvısı sağlayan sarmal kanallar), sap (ayna tarafından tutulan kısım) ve vücut (ana çalışma uzunluğu). Bu özelliklerin her birindeki farklılıklar, bir bitin farklı malzeme ve uygulamalardaki performansını tanımlar.
Matkap uçları, yüksek hız çeliği (HSS), kobalt alaşımları ve tungsten karbür dahil olmak üzere çok çeşitli malzemelerden üretilir ve takım ömrünü uzatmak ve sürtünmeyi azaltmak için titanyum nitrür (TiN), siyah oksit veya elmas benzeri karbon (DLC) ile kaplanabilir. Matkap uçlarını da içeren küresel kesici takım pazarına aşırı değer verildi 2023'te 9 milyar dolar havacılık, otomotiv ve inşaat sektörlerindeki taleple birlikte büyümeye devam ediyor.
Bir fincan matkap ucu — aynı zamanda bir olarak da bilinir Forstner biti veya düz tabanlı delik delme ucu - pürüzsüz yan duvarlara sahip, temiz, düz tabanlı delikler kesmek için tasarlanmış özel bir ağaç işleme aletidir. Tabanda konik bir girinti bırakan standart büküm uçlarının aksine çanak matkap uçları, gizli menteşeler, dübel cepleri ve gömme donanım kurulumları için ideal olan silindirik bir boşluk oluşturur.
Temel yapısal farklılık, kenar kılavuzlu kesme tasarımı : dış dairesel kenar birincil kesmeyi yapar ve delik çapını tanımlar, küçük bir merkez çıkıntı ise yırtılmayı önlemek için ahşap damarlarını çizer. Bu, çanak uçların, sıradan uçların yüzeyde gezinme veya parçalanma eğilimi gösterdiği çapraz taneli kesimlerde özellikle etkili olmasını sağlar.
Çanak uçlar 10 mm'den 150 mm'ye kadar çaplarda mevcuttur ve hassas derinlik kontrolü için tipik olarak bir matkapla kullanılır, ancak bir mastarla yönlendirildiklerinde el tipi bir matkapla da kullanılabilirler. Metal veya duvar işçiliği için uygun değildirler; kullanımları büyük ölçüde masif ahşap, kontrplak ve MDF ile sınırlıdır.
Karbür matkap uçları — şunlardan yapılmıştır: tungsten karbür (WC) kobalt ile bağlanmış - standart HSS uçlarının arızalandığı veya çok hızlı aşındığı uygulamalar için tasarlanmıştır. 1.500 HV'nin üzerinde Vickers sertlik derecesine sahip (HSS için kabaca 800-900 HV ile karşılaştırıldığında) karbür, 900°C'yi aşan sıcaklıklarda kesme kenarını korur ve bu da onu yüksek hızlı CNC işleme, aşındırıcı malzemeler ve sert iş parçaları için tercih edilen seçenek haline getirir.
Yekpare karbür uçlar genellikle el tipi matkaplar yerine işleme merkezlerinde kullanılır, çünkü sertlikleri aynı zamanda onları yanal şok veya titreşim altında kırılgan hale getirir. Çelik bir gövdeyi lehimli karbür uçla birleştiren karbür uçlu uçlar, daha fazla şok direnci sunar ve inşaat ve genel atölye ortamlarında daha yaygındır.
| Malzeme | Karbür Uç Tipi | Temel Avantaj |
|---|---|---|
| Sertleştirilmiş çelik / paslanmaz | Katı karbür büküm ucu | Isı direnci, kenar tutma |
| Dökme demir / alaşımlı çelikler | Karbür uçlu uç | Aşınma direnci |
| Beton / duvarcılık | Karbür SDS / çekiç ucu | Darbe dayanıklılığı |
| Fiberglas / CFRP kompozitler | Katı karbür baş uçlu veya düz kanallı | Delaminasyonu en aza indirir |
| Seramik / cam fayans | Karbür mızrak uçlu bit | Çatlaksız giriş |
CNC üretim ortamlarında, yekpare karbür matkap uçları takım ömrünü HSS'ye kıyasla 3–10 kat artırır 40 HRC'nin üzerindeki sertleştirilmiş çelikleri delerken, bu da arıza süresini ve delik başına takım maliyetini doğrudan azaltır. İnşaat işlerinde, karbür uçlu SDS-plus ve SDS-max uçları, güçlendirilmiş betonda döner darbeli delme için standart olmaya devam ediyor; ucun geometrisi, agregaya verimli bir şekilde nüfuz etmek için darbeli darbeyi döner kesmeyle birleştiriyor.
Doğru matkap ucunun seçilmesi dört değişkene bağlıdır: iş parçası malzemesi, gerekli delik geometrisi, makine tipi ve üretim hacmi . Yanlış ucun kullanılması yalnızca aletin ömrünü kısaltmakla kalmaz, aynı zamanda iş parçasının hasar görmesine, boyutsal hataya ve yük altında ucun kırılmasından kaynaklanan güvenlik tehlikelerine neden olur.
Her zaman maddiyatın ötesinde, derinlik-çap oranı : Çapın 5 katından daha derin delikler, talaşları temizlemek ve ısı oluşumunu önlemek için aralıklı geri çekme döngülerine sahip parabolik oluklu veya derin delikli uçlar gerektirir. Yüzlerce aynı deliğin gerekli olduğu üretim sondajı için, hassas nokta geometrisine sahip kaplamalı karbür uçlara yatırım yapmak, daha ucuz HSS alternatiflerine göre delik başına maliyeti önemli ölçüde azaltır.
I. Giriş: "İmkansız" Görevi Çözmek "Yuvarlak bir deliğe kare bir dübel takmak" deyimi evrensel bir simgedir...
DEVAMINI OKUMetal işleme her zaman endüstriyel gelişimin temel taşı olmuştur ve otomotiv parçalarından otomotiv parçalarına kadar her şeyi şekillendirmiştir...
DEVAMINI OKU1. Su Pompası Pensesi Nedir? – Esnek “Çok Yönlü” Araç Modern endüstriyel üretimde ve günlük bakımda...
DEVAMINI OKUUygun endüstriyel kesici takımların seçilmesi, üretim verimliliğini doğrudan etkileyen kritik bir karardır...
DAHA FAZLA OKU+86-573-84611229
+86-573-84611518
NO.35 Yucao Yolu, Ganyao Kasabası, Jiashan Şehri, Zhejiang Eyaleti, Çin
Telif hakkı © Zhejiang URUS Tools Co., Ltd. privacy policy
